w66给利老牌钛业科技
LIXING TITANIUM TECHNOLOGY CO.,LTD
- w66给利老牌首页
-
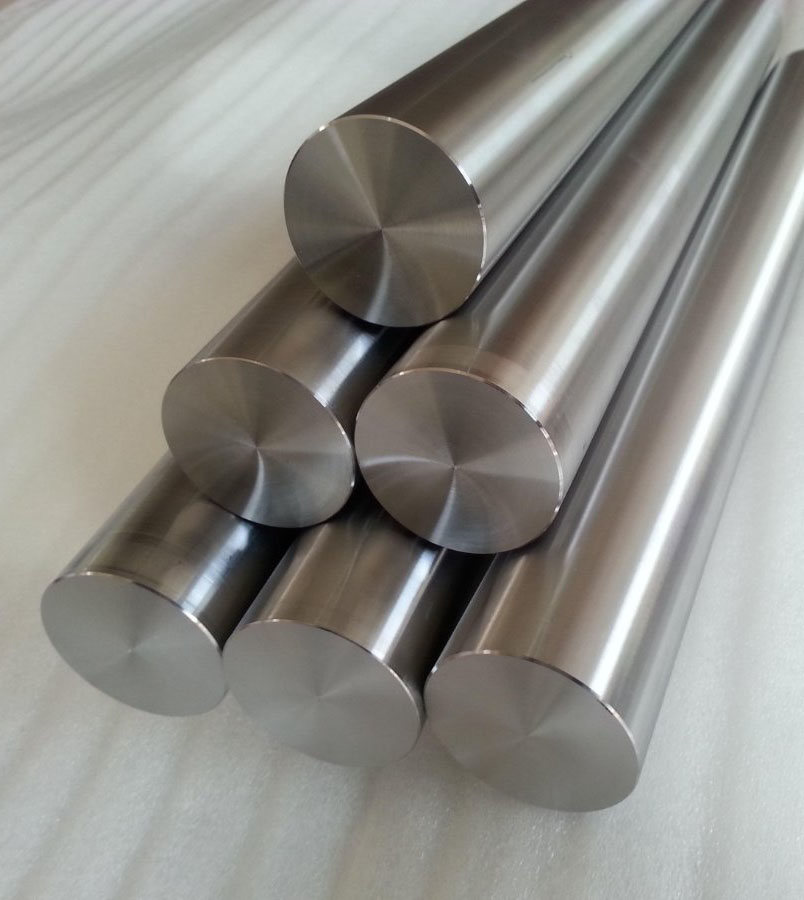
钛合金棒
-
钛板
-
钛管件
- 成功案例
-
荣誉资质
-
w66给利老牌资讯
企业资讯
- 热烈祝贺宝鸡w66给利老牌钛业科技有限公司获得国家级专精特新“小巨人”企业及顺利取得两化融合管理体系证书
近期,国家工信部公布了2023年陕西省新增40家国家专精特新“小巨人”企业名单,宝鸡w66给利老牌钛业科技有限公司公司凭借雄厚实力和专业技术,通过层层审核成功入选,荣获省级专精特新“小巨人”企业称号。能够获得该...
- 喜报——祝贺宝鸡市中小企业协会又有3户会员企业获得第五批 国家级专精特新“小巨人”企业称号
近期,工业和信息化部开展了第五批专精特新“小巨人”企业培育工作并对通过审核的企业名单进行了公示。热烈祝贺协会三家会员单位:宝鸡w66给利老牌钛业科技公司、陕西兴盛新材料股份有限公司、宝鸡瑞熙钛业有限公司 荣获专...
- 钛钢复合板:创新演绎强度与轻巧之美
w66给利老牌钛业的小编向您介绍一款革命性的材料——钛钢复合板。宝鸡w66给利老牌钛业集团作为一家综合性钛产业链企业,w66给利老牌始终致力于研发创新,并将这一精神融入到了钛钢复合板中。钛钢复合板是一种结合了钛和钢的高新材料,通过...
行业动态
- 西安TC4钛合金棒的模锻工艺介绍
跟随宝鸡w66给利老牌钛业科技有限公司小编一起学习西安TC4钛合金棒的模锻工艺。由于压力大而降低了钛棒的寿命,因此当采用闭式模锻方法模锻钛棒时,闭式模锻必需严格限定原始毛坯的体积,这使备料工序复杂化。否采用闭式...
- 钛管件有哪些特征和优势?哪些地方会用到钛管件?
宝鸡w66给利老牌钛件小编为大家整理了一篇关于钛管件的特征和优势,还有钛管件可以用在那些领域大家一起学习一下:钛管件中的钛具有稳定的化学特性和良好的生物相容性,耐腐蚀性和稳定性也比较高,是一种对人们身体没有影响的金属,不会引起过激反应。至于钛管件的特点,主要体现在以下几个方面:1. 抗腐蚀钛管件的抗腐蚀性能比较高,即使在潮湿的空...
- 如何避免陕西钛-钢复合板焊接过程中产生热裂纹?
陕西钛-钢复合板焊接时,由于钛中S、P、C等杂质很少,低熔点共晶很难在晶界出现,加上结晶温度区间窄,焊缝凝固时收缩量小,因此很少出现焊接冷裂纹。焊接时如果出现了热裂纹,一般情况下,是母材或者焊丝质量不合格,特别是焊丝,如果有裂纹、母材或焊丝夹层处存在有害杂质时,焊接时则有可能引发焊接热裂纹的产生。焊接钛钢复合板时,由于...
- 热烈祝贺宝鸡w66给利老牌钛业科技有限公司获得国家级专精特新“小巨人”企业及顺利取得两化融合管理体系证书
- 关于w66给利老牌
-
联系方式

 当前位置:
当前位置:

 热门推荐
热门推荐